ZEISS INSPECT 2026 虚拟装夹功能介绍
应用于汽车冲压件、热成型件、大型压铸铝件、塑料内饰件质检,是 2026 版蔡司测量软件面向车身制造领域的核心升级,为整车零部件数字化检测提供轻量化、高精度、高效率的全新解决方案。

应用于汽车冲压件、热成型件、大型压铸铝件、塑料内饰件质检,是 2026 版蔡司测量软件面向车身制造领域的核心升级,为整车零部件数字化检测提供轻量化、高精度、高效率的全新解决方案。
精铸匠心,叶筑高端——蔡司三维蓝光扫描技术赋能叶片产业创新发展(活动议程)
本次研讨会汇聚了汽车零部件、模具制造、精密注塑等多个领域的行业精英,蔡司三维光学测量解决方案正以多元化的产品矩阵,助力制造业向高精度、高效率方向持续演进。
蔡司三维光学测量技术提升产品制造质量研讨会——活动议程
宝力机械将继续携手蔡司,以三维光学计量技术为核心驱动力,持续赋能塑料制造业的数字化转型与质量升级。我们期待与更多行业伙伴紧密合作,共同探索智能制造与高质量发展的新路径!
蔡司质量创新日 | 数字化塑料制造质量控制研讨会活动议程
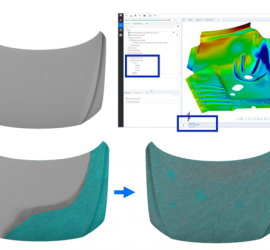
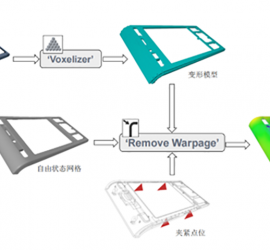
注塑件翘曲变形由不均匀收缩引起,传统检测需分别测量自由状态(优化工艺)与夹紧状态(评估功能),依赖物理夹具,成本高、周期长。
ZEISS Inspect Optical 3D软件的De-Warp虚拟装夹功能,通过一次扫描同时输出两种状态结果。该功能适用于单一材料、厚度≤2mm、尺寸≤500mm的注塑件,需2020版以上专业版软件及免费De-Warp包。其原理是利用脚本自动生成有限元模型,再将自由状态扫描数据虚拟装夹,输出夹紧状态。
该技术替代物理支架,缩短开发周期、降低成本,为薄壁小尺寸注塑件翘曲检测提供高效解决方案。



-270x250.png)